ぼんさんの家には3Dプリンタが2台あることで有名ですが(?)、今回はFDM(積層式)の3Dプリンタの話題です。(もう一台光造形を所有しています)
Creality社の Ender 3 S1 Pro というFDM方式の3Dプリンタです。10月末に衝動買いしました。
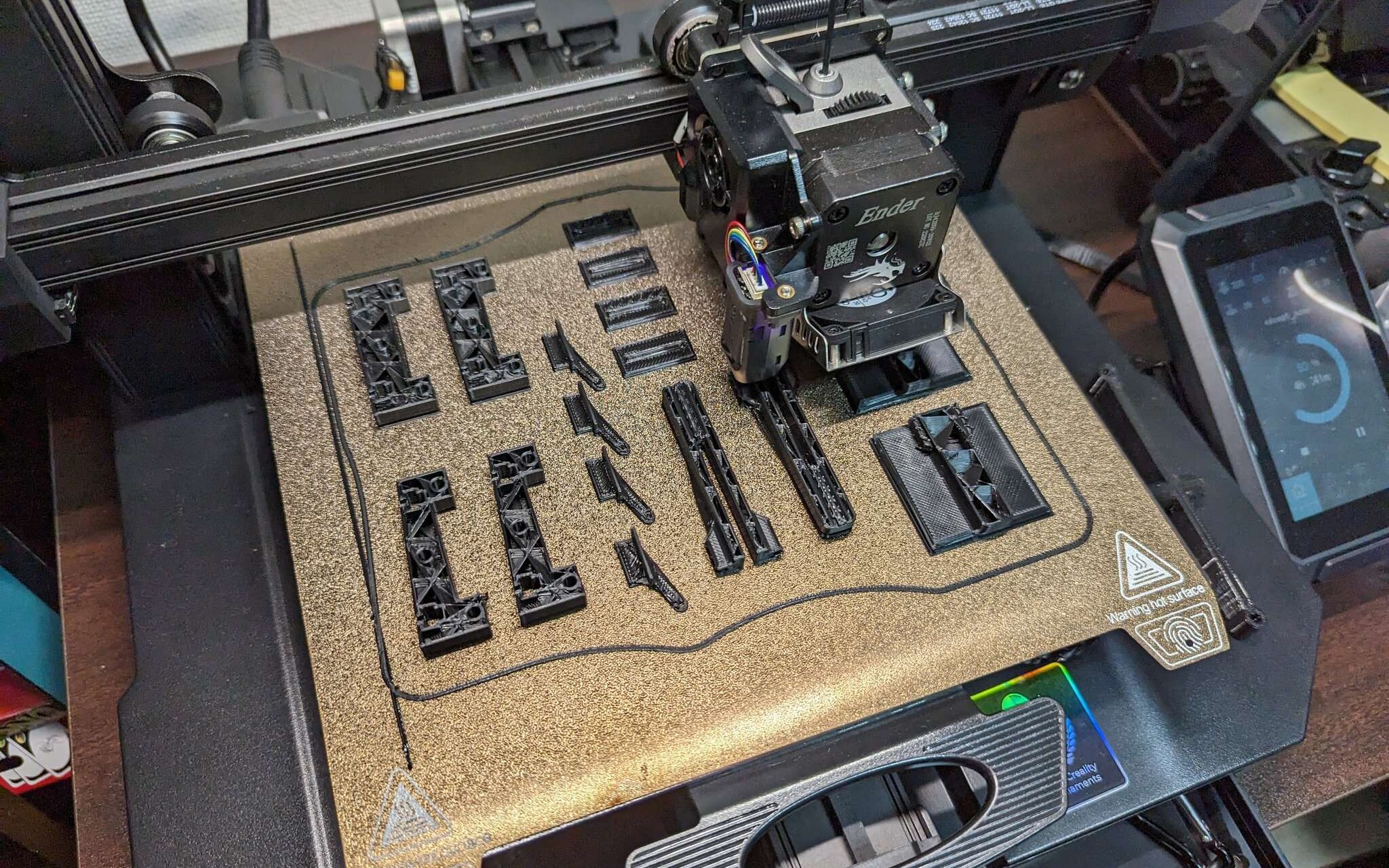

そして、最近とある大学の授業で図3のような飛行機を作っています。これに必要なパーツを図2のように一般的なPLA樹脂で作っていたのですが、比較的翼面積の大きい機体を作っているために、制御用マイコンなどを含めた総重量で390gほどになってしまいました(重い)。
主翼がおよそ200gで、マイコンやバッテリーを収めたノーズ部分も100g弱あり、総重量の大部分をPLA樹脂で作られたパーツが占めていることが分かります。この部分の軽量化を図るために、PLA-LW樹脂に目を付けました。(実際には、つよい後輩のツイートで存在を知りました)
PLA-LWフィラメント(本題)

今回購入したものが図4の eSUN PLA-LW フィラメントです。Amazon のブラックフライデーセール時に、Amazon アウトレットで 3,612円で購入できました。通常時は4,999円で販売しているようです。
このフィラメントの特徴は、210℃から270℃程度の温度でノズルから射出される際、発砲してその体積を増すという点です。メーカーの情報によると、最適温度で約2.2倍の体積になるそうです。
つまりどういうことかというと、一般的なPLA樹脂に比べて、印刷する際に送り出す樹脂の量を約45%程度に出来るという事です。送り出す材料の量を少なくして同じものを作れるという事ですので、結果として一般的なPLA樹脂に比べ約45%の質量で制作できるということになります。これはすごい。
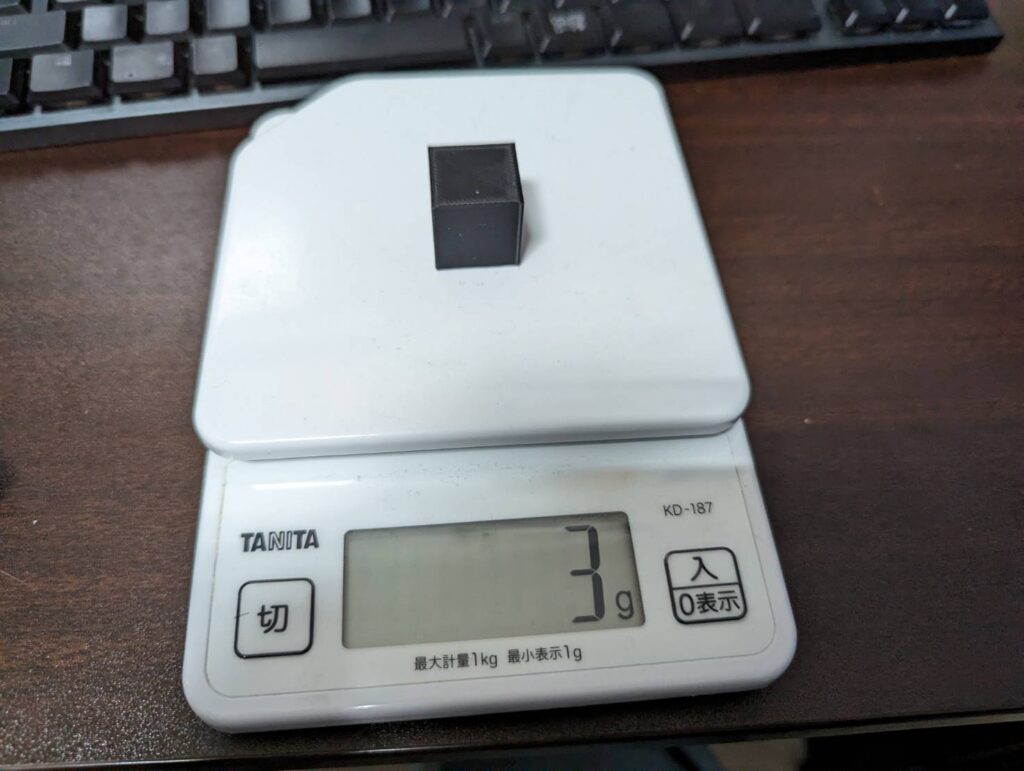
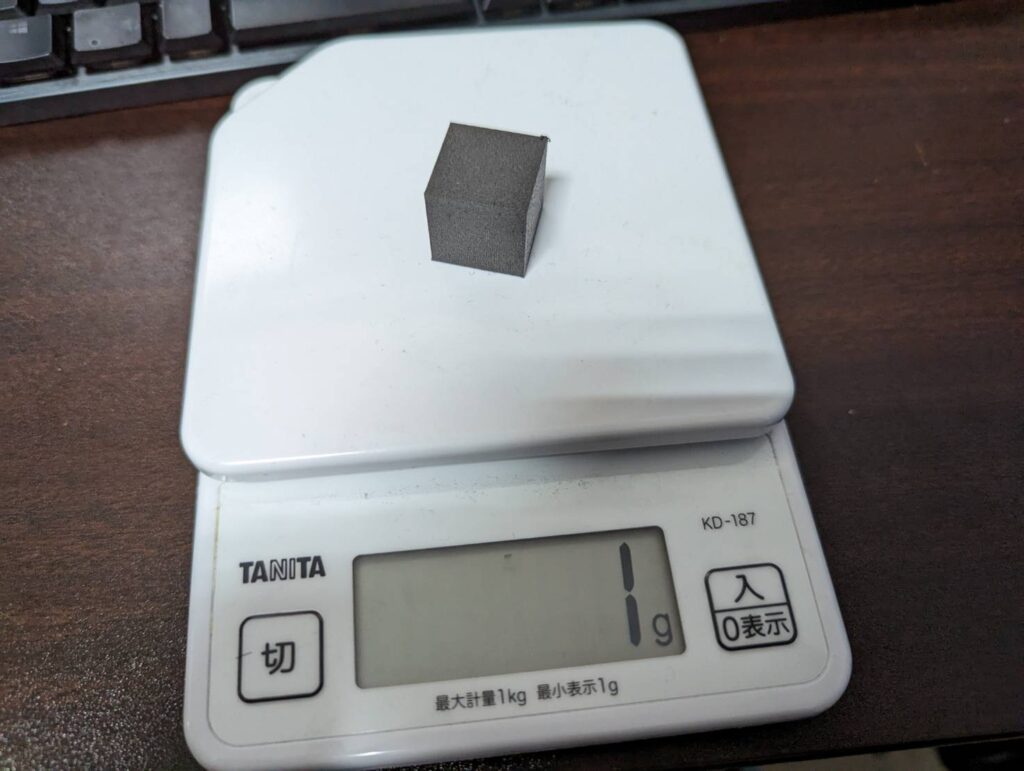
まずはAmazonのレビューにあった適当な設定で印刷して試してみます。図5および図6は、1辺20mmの立方体を充填率10%で印刷したもので、図5がPLAフィラメント、図6がPLA-LWフィラメントを使用したものです。計りのスケールが1g単位なので雰囲気だけですが、全く同じものを軽量化出来ていることが分かります。
最適な温度条件の調査
メーカーの説明では、最大発泡時の体積増加(約2.2倍)については言及がありますが、その温度については言及がありません。フィラメントの使用温度範囲が210℃から270℃と書いてあるだけで、体積増加率が最大となる温度が分かりません。
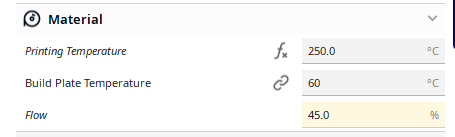
そこで、Flow rate (ノズルからの射出量)を100%(PLA樹脂と同一)にして、温度条件を変えて試してみることにしました。

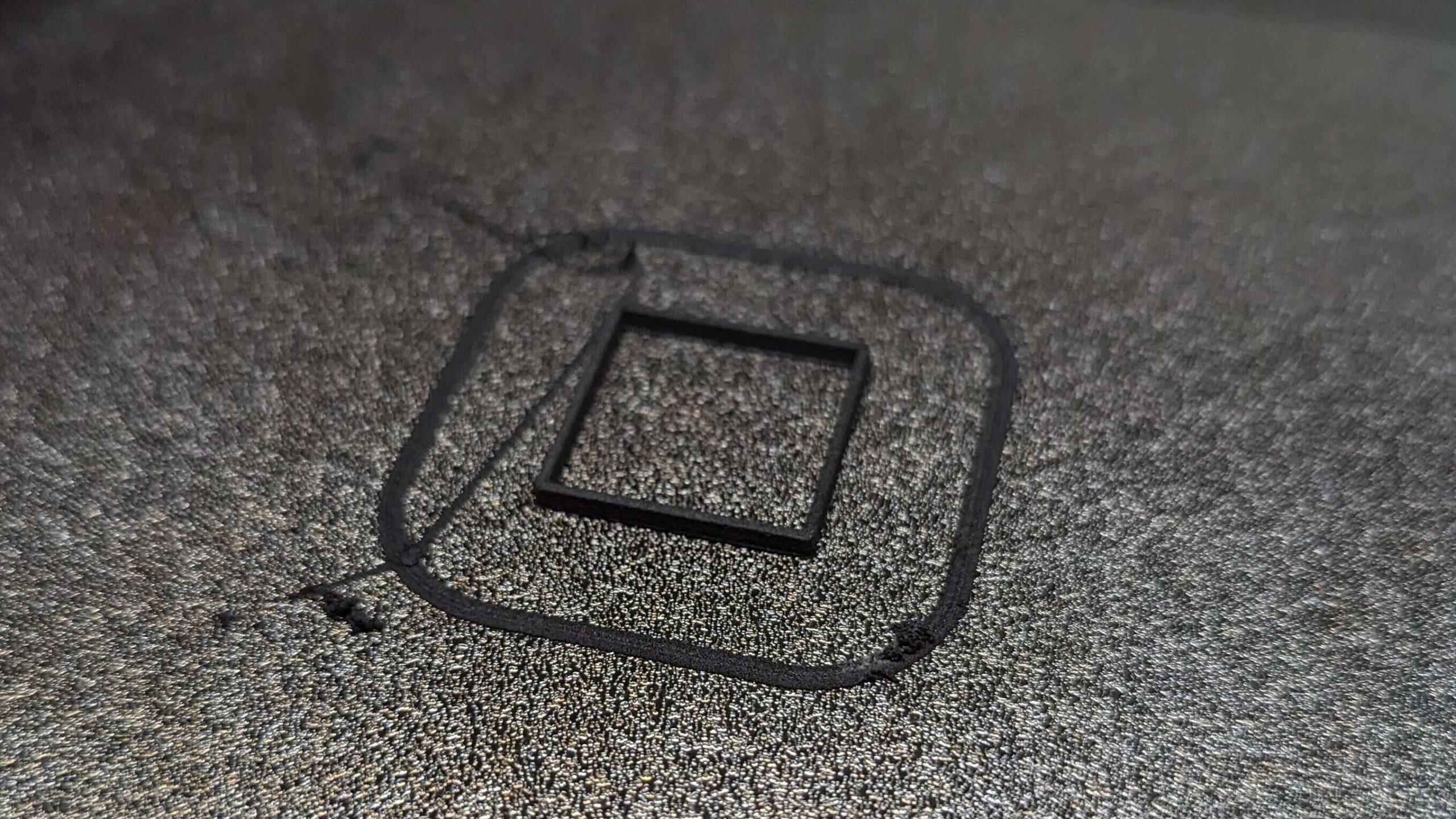
図7は赤い部分の壁の厚みが0.4 mm(ノズル径と同じ)の適当な正方形です。
これを210℃から270℃で 10℃刻みに温度を変え印刷し、実際の壁の厚みがどれだけになるかを計測します。
おおよそですが、樹脂が発泡し体積が増えた分だけ、実際に作られる壁の厚みが増えるため、これを計測することで体積増加量を測定しようという目論見です。
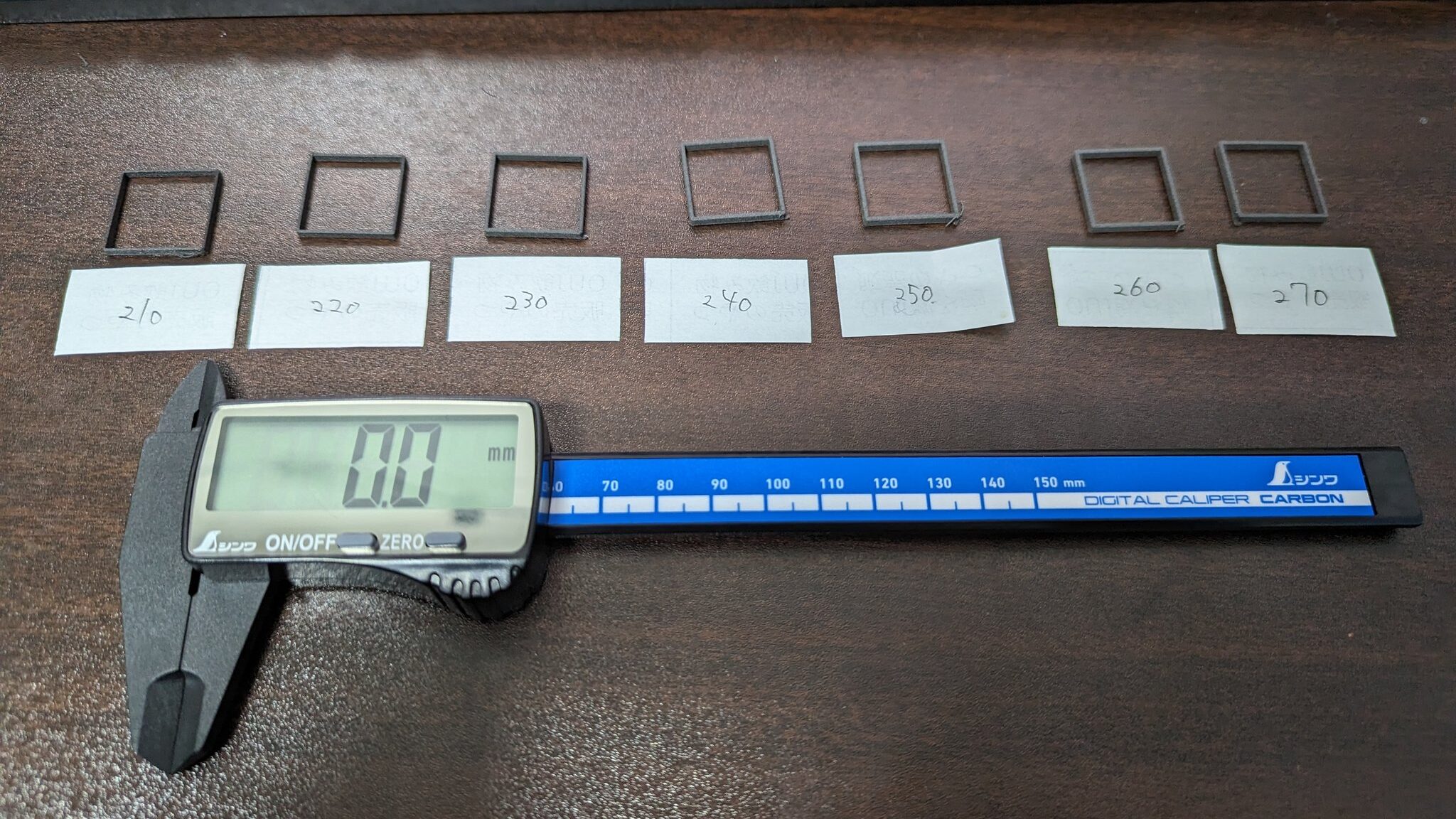
| 温度 | 厚み |
| 210℃ | 0.4 mm |
| 220℃ | 0.6 mm |
| 230℃ | 0.7 mm |
| 240℃ | 0.8 mm |
| 250℃ | 0.9 mm |
| 260℃ | 0.9 mm |
| 270℃ | 0.8 mm |
計測結果が表1の通りです。計測機器がどれも貧弱で申し訳ないのですが、使用したノギスが0.1 mm単位なので、計測には誤差を含む可能性があります。(また新しいの買います……)
250℃か260℃では0.4 mmのノズルに対して 0.9 mm幅まで増加しており、単純計算で2.25倍になっていることから、メーカーが言及している体積が最大約2.2倍という謳い文句通りの結果になっていると考えられます。
逆に210℃ではほぼノズルの幅のまま壁が出来ており、ほぼ発泡していないことがわかります。
結論
eSUN PLA-LWフィラメントは 250℃~260℃程度で最大の体積増加率となる。
体積増加率は約2.2倍というのもおおよそ正しそうですので、Flow rate(樹脂の押し出し量)も45%程度の設定で良いと思われます。
今後これで使う事にします(備忘録)。
参考
今回使ったフィラメント



コメント